Reloaded: CO₂-Laser 2.0
Inhaltsverzeichnis
- 1 Instandsetzungsmaßnahmen 2024
- 2 !! ACHTUNG !!
- 3 100W-CO₂-Laser Quick and Dirty HOW_TO
- 4 Visicut einrichten
- 5 RD Works unter Linux installieren
- 6 Bedienung RDWorks
- 7 via USB .rd Dateien Lasern
- 8 DWG zu DXF konvertieren
- 9 Materialeinstellungen
- 10 CO₂-Laser 100W
- 11 Reverse Engineering
- 12 Nützliches
- 13 Fotos
- 14 Screens Installation
- 15 Laser down
Instandsetzungsmaßnahmen 2024
LASER DEFEKT: Der Laser ist derzeit defekt und kann nicht genutzt werden.
Was ist kaputt?
Die Laser-Leistung ist recht plötzlich extrem abgefallen und reicht allenfalls noch zum gravieren. Fehlersuche ergab folgende Erkenntnisse:
- Die Leistung ist schon direkt am Ausgang der Röhre extrem schwach, man braucht deutlich länger (etwa 500ms) um ohne Fokusierung ein Loch in Krepp-Band zu schießen.
- Die pinkfarbene Entladung ist in der Röhre zu sehen, auch auf der vollen Länge. Die Helligkeit dieser Entladung scheint aber deutlich geringer zu sein als üblich
- Es wurde bei 99% Leistungsvorgabe ein Strom von knapp über 35mA gemessen:
- Das Netzteil scheint also noch zu funktionieren
- Die Sollvorgabe von 100W Laserröhren ist allerdings nur 30mA für 100%
- Es ist bekannt, dass Röhren nur bei max. 80% der Nennleistung betrieben werden sollen, darüber fällt die Lebensdauer wohl extrem - statt einigen 1000h sind es dann nur noch einige 10h, bei Betrieb über 100% sogar nur im Minutenbereich.
- Der Strom war daher vermutlich immer deutlich zu hoch, auch bei 80% Setting wird die Röhre in die Alterung getrieben.
- Leider hat dieses Laser-Gerät keine Stromanzeige, die wäre aber sehr wichtig gewesen
- Die Röhre scheint auch relativ viel Abluft (Rauch) mitgekriegt zu haben - das wird für den Auskoppelspiegel nicht gut sein.
Was wird repariert?
- Eine neue Röhre wurde bestellt
- Ein neues Netzteil wurde ebenfalls mit bestellt, falls das Alte ebenfalls einen Schlag weg hat
- Ein Drehspulenmessinstrument für 50mA für den Laserstrom soll mit eingebaut werden
- Die Röhre soll auf höhenverstellbare Halter montiert werden, um den Strahlweg besser ausrichten zu können
!! ACHTUNG !!
CO2-Laserschneiden – Warnhinweis:
Nur folgende Kunststoffe verwenden:
- Acryl (PMMA)
- Polypropylen (PP)
- Delrin (POM)
- Mylar (PET)
- Kapton (PI)
Ungeeignet und gefährlich:
- PVC und andere chlorhaltige Kunststoffe (Beilsteinprobe zur Überprüfung)
- Polycarbonate über 1 mm Dicke (Verfärbung und Verformung)
Vor dem Schneiden prüfen:
- Beilsteinprobe auf Chlorverbindungen
- Dicke des Materials beachten
Beilsteinprobe
Zuerst wird ein Kupferblech oder eine Kupferöse solange ausgeglüht, bis keine Blau- oder Grünfärbung der Flamme zu erkennen ist. Dies ist unbedingt erforderlich, da schon Spuren von Halogenen ein falsch-positives Ergebnis verursachen können. Beispielsweise kann sich aus Salzsäure und Ammoniak leicht Ammoniumchlorid bilden, das – unbemerkt niedergeschlagen auf Kupferblech oder -draht – ebenfalls eine blau-grüne Flammenfärbung hervorruft.[3]
Als Nächstes wird die Probe auf das ausgeglühte – noch heiße – Kupferblech oder die Kupferöse aufgebracht und in den nicht leuchtenden Bereich einer Gasbrenner-Flamme gehalten. Wenn sich die Flamme dabei grün bis blaugrün verfärbt, so enthält die Probe mit hoher Wahrscheinlichkeit ein Halogen.
https://de.wikipedia.org/wiki/Beilsteinprobe
http://www.chymist.com/Polymer%20Identification.pdf
100W-CO₂-Laser Quick and Dirty HOW_TO
Wenn man den Laser auf dem eigenen Rechner einrichten will ... das ist aber nicht notwendig.
Benötigte Software:
- RD Works (getestet: V8.1.21) http://www.thunderlaser.com/laser-download
- evtl. Inkscape http://www.inkscape.org/de/ mit Plugin https://github.com/jnweiger/inkscape-thunderlaser - geht, ist aber spiegelverkehrt!
- Spezielles Visicut mit Thundelaser-Unterstützung: https://github.com/fablabnbg/VisiCut/releases
- USB-Port über Netzwerk via Virtualhere-Client ansteuern: https://www.virtualhere.com/usb_client_software
Bitte das USB-Kabel nicht quer durch den Raum spannen, das ist eine Stolperfalle und ihr kommt ja auch per Netzwerk drauf.
Visicut einrichten
Folgende Einstellung wurde mit Visicut version "visicut_1.8-310.1+20181009jw" getestet.
- Origin bottom left (checkbox = off)
- Write to file (checkbox = on) wenn man per USB die Datei auf den Lasercutter übergeben möchte.
- Max Laser power = 80%
- Bed width (mm) = 800
- Bed height (mm) = 600
RD Works unter Linux installieren
RD Works lässt sich unter Linux Mint mittels Wine installieren. Die Installationsdatei (.rar) auf dem Rechner speichern, entpacken und die RDWorksV8Setup8.01.21.exe mittels Rechtsklick "Öffnen mit... Wine-Windows-Programmstarter" installieren. Die Software lässt sich dann aus dem Startmenü (Wine-Ordner) öffnen.
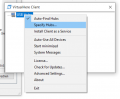
Verbindung zum Laser: Windows-Rechner lassen sich per USB anschließen, unter Linux noch keine Erfahrung damit. Unter Linux funktioniert die Verbindung per LAN. Dazu in der Software unter "Device -> Port Settings" ein neues Gerät anlegen "Add..." und "Web" auswählen und die IP-Adresse eingeben. Achtung: IP-Adresse noch nicht festgelegt. Der Laser muss anscheinend eine feste, manuell vergebene IP-Adresse bekommen. Bei den Tests wurde die IP 10.0.0.205 verwendet, diese kann aber jederzeit vom Router anderweitig vergeben werden. Eine feste Laser-IP muss noch eingerichtet werden.
Die Verbindung zwischen Linux-Rechner und Lasersteuerung kam erst nach mehrmaligen Einstellungen und Ausprobieren zustande. Danach lief sie aber (zumindest einen Abend lang) stabil.
Bedienung RDWorks
Es gibt ein paar "Handbuch"-PDFs zur Steuerung und zur Software. Die Software bietet einfache Grafik- und Text-Funktionen. Außerdem kann man Pfade vereinfachen und einen Daten-Check (offene Pfade?) durchführen. Es ist aber eigentlich immer zu empfehlen die Erstellung der Vorlage mit einem anderen Programm (etwa Inkscape) vorzunehmen und dann nur das Einstellen der Laserparameter mit RDWorks zu machen.
via USB .rd Dateien Lasern
Folgende Anleitung bezieht sich auf das Folien Bedienfeld vom Lasercutter.
- Laserschnitt Startposition mit Cursortaste festlegen und mit "Origin" bestätigen
- USB Stick in den USB Buchse auf der rechten Seite stecken.
- Auf Bedienfeld auf "Files" -> "U-Disc"
- Datei auswählen und mit "copy to men" um es in den lokalen Speicher zu speichern.
- Mit "ESC" eine Menüebene zurück
- Laserjob auswählen und mit "RUN" Job starten.
- Falls man den letzten Job nochmal ausführen möchte auf "Start" drücken
DWG zu DXF konvertieren
- Beim DWG export älteste DWG Version auswählen (AutoCAD 2000/LT2000 Zeichung)
- DWG in LibreCAD öffnen und als DXF abspeichern
Materialeinstellungen
ToDo: Am besten man legt sich so Testkarten an. Außerdem kann man Parameter in RDWorks speichern.
Bisher ausprobiert: Sperrholz 4 mm, Hartfaserplatte und Acrylglas 3 mm
Referenz
Sperrholz 4mm
| Schnitt | Power | Speed | Bild |
|---|---|---|---|
| Cut | 80 % | 20 | Auf Anhieb durch |
Acrylglas 3mm
Bei durchsichtigen Materialien am besten spiegelverkehrt gravieren!
| Schnitt | Power | Speed | Bild |
|---|---|---|---|
| Cut | 40 % | 20 | Auf Anhieb durch |
Hartfaserplatte 3mm
Inkscape-thunderlaser:
| Schnitt | Speed | Power min | Power max |
|---|---|---|---|
| Cut | 10 | 80 | 100 |
| Cut Shintaro | 25 | 60 | 80 |
| Mark | 30 | 10 | 10 |
Eurobox (Toom/Surplus systems, transparent)
Bitte überprüfen ob es aus Polypropylen hergestellt wurde. Abkürzung für Polypropylen ist PP. https://de.wikipedia.org/wiki/Polypropylen
cut: 15, 70, 100 - besser weniger und 2x
Filz
cut 100 mm/s, 20-30% power
MDF
Spiegel Acryl 3mm
Wellpappe
Goldkarton, beidseitg matt-gold (gibs beim Real)
POM 4mm
Glas gravieren
CO₂-Laser 100W
Was noch gefixt werden muss
- Klappenschalter kann von Front-Panel-Schalter überbrückt werden (?)
- Klappenschalter wirkt nicht direkt auf das Lasernetzteil
- Abluftschlauch an der Seite ist evtl. ungünstig
- Abluft per Nachlaufsteuerung anschliessen (!)
- Klappen entscheppern/abdichten
- Sicherheitsschalter evtl. auch in Front-Tür bauen
- Schläuche für Wasser und Luft verlängern (andere kaufen)
Laser Steuerung

Was schon ein bisschen gefixt wurde
- Steps/mm Einstellungen
- Dazu einfach RDWorks per USB verbinden, unter File/Vendor Settings (Passwort: RD8888) gibt es für jede Achse Steps/mm. (unter dem ... Menü können auch direkt gemessene vs. geschnittene Werte eingetragen werden und die Steps werden automatisch berechnet.
- Frontschlitze optisch undurchlässig machen - 17.09.18
Reverse Engineering
- Laser horcht auf UDP-Ports 50200 und 50207 - evtl. müssen sich diese aber im gleichen 255.255.255.0-Subnetz befinden: https://github.com/jnweiger/ruida-laser/blob/master/doc/protocol.md
- Weitere infos:
Nützliches
Link für Infos zu Lasermaterial http://atxhackerspace.org/wiki/Laser_Cutter_Materials
Laser Pfad justieren: https://www.youtube.com/watch?v=W5390ajG_0k
Fotos
- Foto 05.09.2018

Neuer 100W-CO2-Laser

Screens Installation
- Windows 10









Laser down
- Laser down